联系电话:0086-10-51295688 |


焊接的金相检查
由于焊接具有简便、经济、安全以及可以简化形状复杂零件的制造工艺特点,在机械,汽车,管道,电子电路制造等制造业中,焊接工艺得到广泛的应用,以往许多铆接的结构也逐渐被焊接件所替代,现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。因此焊接工艺的应用,将越来越广,焊接件的金相检验也越来越多。
焊接检验是涵盖多种不同技术和目的的多领域任务。包括切割特征、硬度、宏观结构或微观金相组织的检验。
宏观检验:
使用体视显微镜观察,实现至多 50 倍的放大率。
其中一些宏观特征如下所示:
1)焊缝几何结构
2)焊道的数量和大小
3)焊透层深度
4)HAZ(热影响区)的范围
5)裂缝、坡口、填充金属过厚、凸面和焊趾角度等表面缺陷。
6)裂缝、孔洞、金属夹杂物、熔化缺失、焊透缺失以及熔渣等内部缺陷。
7)焊缝根部间隙、焊缝根部表面、坡口斜角和错位等接头几何结构。
微观金相组织检验:
使用金相显微镜,实现在较大放大率下检验。
主要微观结构特征:
1)空洞(多孔、空腔、微观裂缝)
2)特殊相(不锈钢中的 Σ 相)
3)颗粒大小/-结构
4)焊接结构
5)分离
6)HAZ 和底座结构
7)熔深等分析和测量
焊接检验的试样制备
通常,传统材相和硬度测试技术也适用于焊接剖面试样制作。但是,有些焊缝的结构和特性可能会对材相制备造成某些特定挑战。

通常,火焰切割作为主要的切割技术,是从较大结构中去除更易于管理的焊接部分。在这种情况下,重要的是通过磨料湿法切割过程切割宏观/微观切片,并且在避免受到主热切割操作引起的任何热灼伤影响的情况下对其进行良好的切割。
为了最大限度地减小切割引起的变形以及切割表面的热灼伤风险,通常建议选择适用的切割轮和切割参数。
镶嵌
通常,用于进行程序测试的宏观切片是在未镶嵌的情况下表制备的,这是由于时间的限制,并且精细研磨而成的光洁度已足以进行宏观检查。如果选择半自动制备,则需要若干试样夹具座,可容纳焊接接头的未镶嵌截面。
如果需要镶嵌,则可以选择热压镶嵌或冷镶嵌。然而,焊接检验中出现相对较大截面的情况并不常见。在这种情况下,可以使用冷镶嵌的矩形模型。
机械制样
传统上,在连续较精细级别碳化硅砂纸上将宏观检验的焊接切片手动处理到 1,200 目砂光。对于较大的样品或者较长的研磨时间,树脂粘结金刚石圆锯片可在寿命时间及恒定去除速率方面提供一些优势。
针对微观检验及硬度横切,制备要求中还包括抛光。
焊接试样可能引起穿过试样的众多材料硬度的变型,因为焊接期间的相变,或者接头包含了不同金属。焊接金属可能包含沉淀物或者一些固有的焊接缺陷。因此,重要的是,该制备方法应当确保微观结构特征之间的抛光离隙最小并且保留所有微观结构元素。就这点而言,优选使用半自动或自动制备设备,能够实现了抛光的一致性和可再现性,从而便于准确的微观结构分析。蚀刻
化学和电解腐蚀均可使用,具体取决于所需的合金以及分析。最常用的碳和低合金钢的腐蚀剂是各种浓度的硝酸酒精溶液;或者可以使用 10% 的过硫酸铵。对于诸如不锈钢和镍合金等不同合金,应考虑电解腐蚀。相对于化学腐蚀解决方案,电解腐蚀存在若干优势,例如,快速、易于操作并且安全性高,以最大限度地减小与腐蚀剂的接触。
对需要进行详细的微观结构分析的应用,电解抛光和蚀刻的试样应研磨至 1,000 目。
几何机构特征
焊缝的几何结构特征通常针对单独指定的每个焊缝或一组焊缝。因此,在大多数情况下,需要针对详细的规范进行失效分析、焊缝的批准或控制。此外,内部或者表面缺陷的类型、数量和大小还明确界定了焊缝质量。
因为高度标准化,对焊缝中的几何结构特征和缺陷进行测量、计数、指示和报告,可以使用专用的成像系统对任务进行优化。

接头的低倍宏观组织
由熔化金属(它是由熔化的填料金属和母材的熔化部分混合组成熔池的液态金属)凝固结晶而成。
也称焊接热带影响区。位于焊接接头上与焊接区紧邻的母材部分,这一区域不算太宽,但温度范围极广,从固相线温度开始,直至母材的原始状态的温度,这就包括了过热区、重结晶区和回火温度区等。此区内有的组织已发生相变,所以受腐蚀后的低倍组织通常呈深灰色。
位于距焊缝较远处,但与母材热影响区相邻。该区大多仍保持着母材原始的加工状态,有时呈带状组织分布。
采用通常的浸蚀方法在焊缝和热影响区的交接处常见一条较深的黑线,即熔合线。所有的金属和合金焊接接头低倍组织中基本上都存在熔合线,但由于熔合线的实际宽度过于狭小,一般在低倍下较难清晰地显示其特征。

焊接接头的微观显微组织
焊缝是填料和母材受热熔化后,先凝固结晶然后联系快速冷却到室温形成组织。因此焊缝具有由结晶产生的一次组织和由固态相变生成的二次组织两种形态。
熔焊焊缝由混合熔化区、未混合熔化区和半熔化区构成。熔合区组织十分粗大,化学成分和组织都极不均匀。该区很狭窄,是接头的最薄弱部分,也是最容易发生焊接裂纹和脆断的部位。
从焊缝到真正的母材(未受热影响区)之间是母材热影响区,它是因不同程度焊接热作用而产生组织和性能明显变化的区域。
焊接件金相测试案例
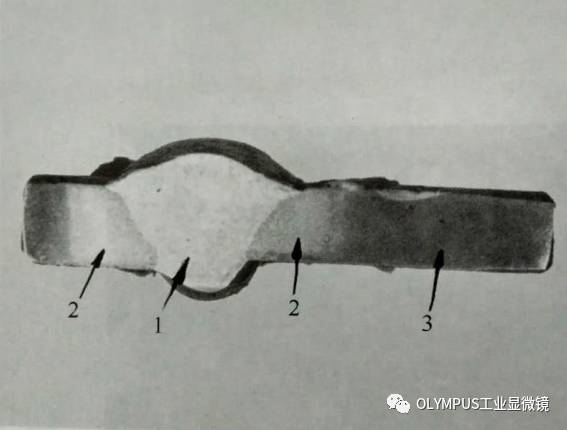
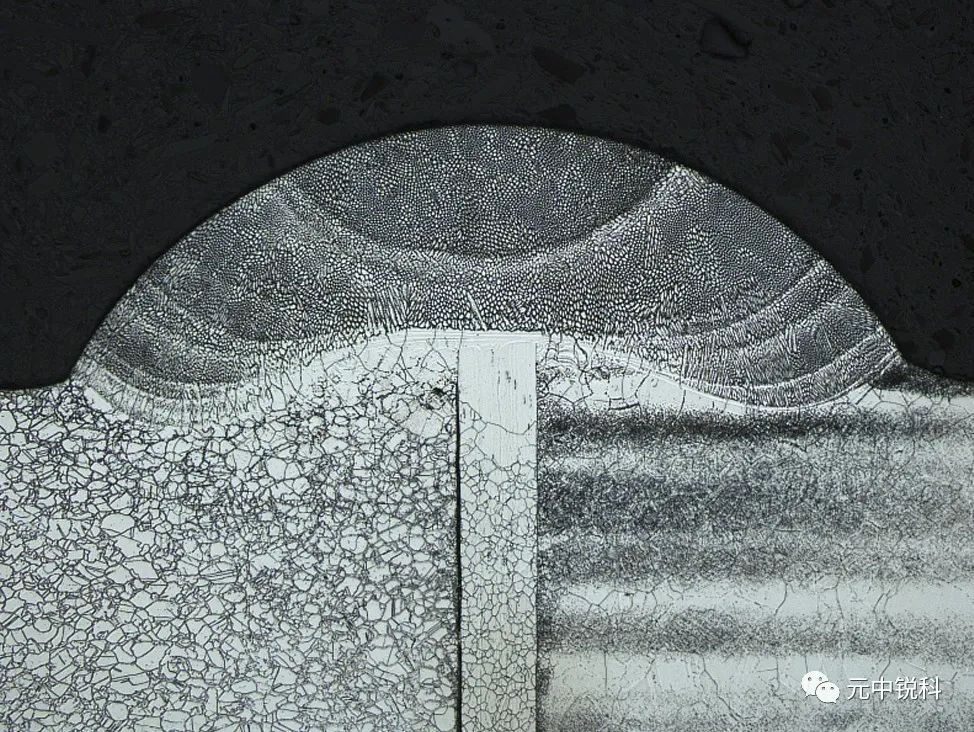
焊接试样剖面低倍组织
1为焊缝,2为热影响区,3为母材

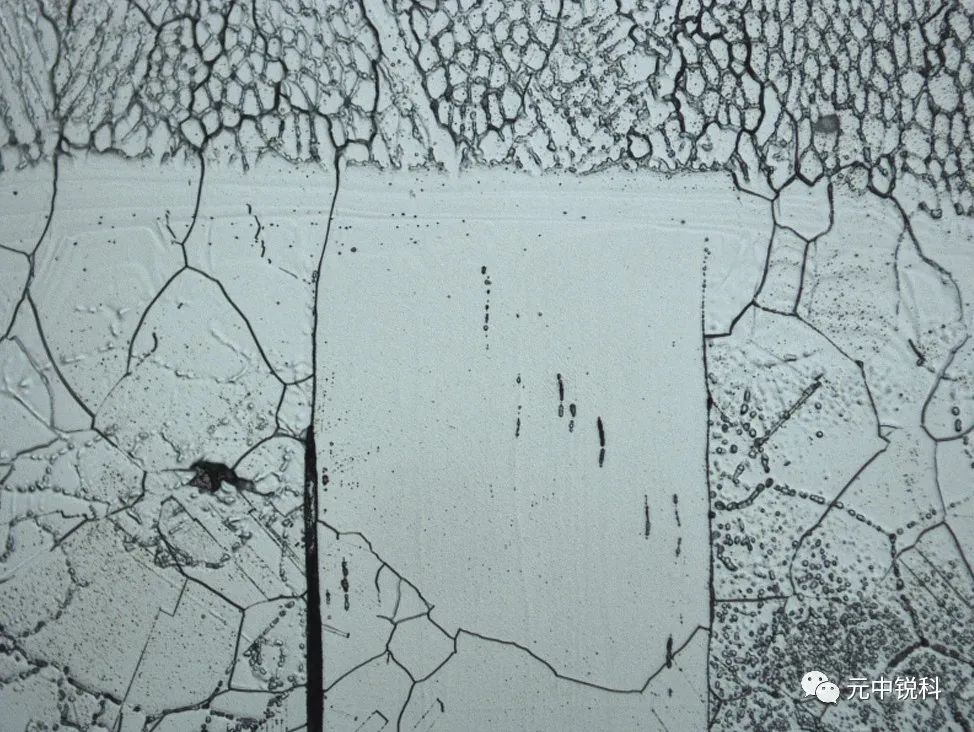
焊缝组织:基体为粒状贝氏体,白色长条状为铁素体。

热带区的组织:基体为铁素体及灰色块状分布的低碳马氏体。越靠近焊缝,铁素体及低碳马氏体逐渐较少,而粒状贝氏体数量则增多;相反,热影响区越靠近母材处,则铁素体数量增多,而低碳马氏体数量则减少,代之而出现有片状珠光体
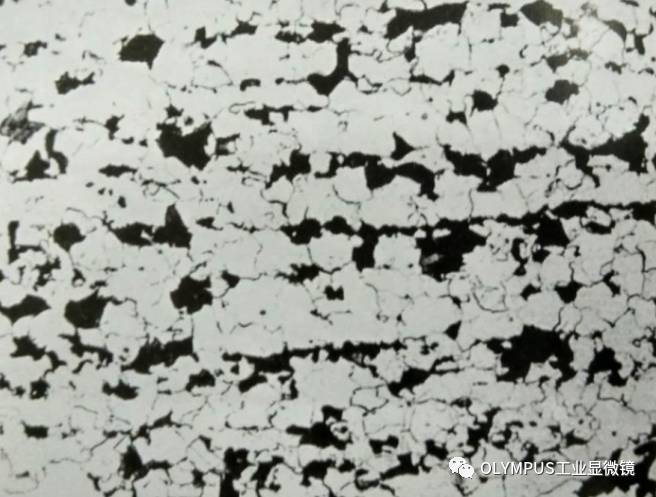
母材未受影响部分:基体为铁素体及块状珠光体(黑色)呈带状分布
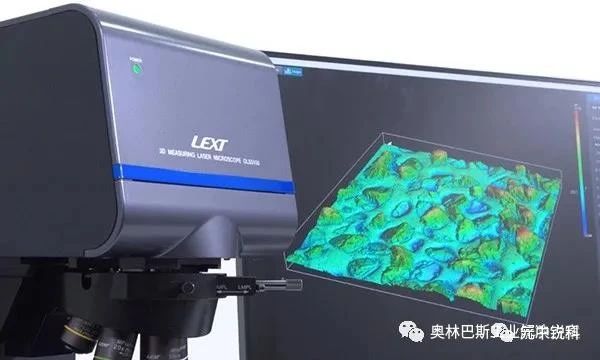
焊接件的金相检验设备及解决方案
BX3M系列采用了模块化设计,为广泛的材料学和工业应用提供了多样化的解决方案。BX53根据工业和材料学的不同应用,可以组合成反射显微镜、透反射显微镜、红外显微镜、偏光显微镜等多种应用的显微镜。
• 全自动化操作,可实时全景摄影,快速获得超大视野图像,可获得超景深的图像或3D图像
• 高效的观察,可实现高效的显微观察、直观的放大操作、优异的色彩再现
• 多种多样的观察方式,明场、暗场、MIX(明场+暗场)、微分干涉、偏光
• 便捷的图像采集,图像采集方法包括景深扩展(EFI)和3D成像、全景图像采集、动态图像采集和程序图像采集
• 精确的测量,不论实时测量,还是2D和3D测量,测量的精确度和重复性,自动校准和再现性自检,均得到保证
• 便捷的报告共享
• 丰富的金相分析软件,层深长度测定、相面积含量测定、晶粒度评级、铸铁金相分析、钢中非金属夹杂物、颗粒统计分析、有色金属金相分析

主要特点
放大倍率范围 20–7,000X,可旋转式载物台。
可迅速切换物镜和六种观察方式。(明场,暗场,MIX,偏光,斜射,DIC)
远心光学系统保证了在整个放大范围内的测量准确度。
电动自动拼图功能
高动态(HDR) + 防光晕附件

焊接专业测量分析软件
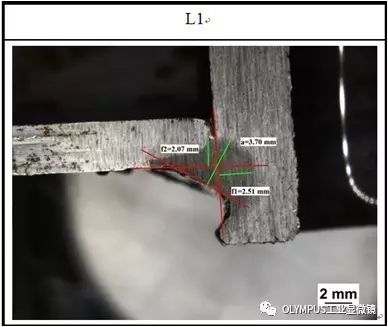

●支持奔驰/宝马/大众等多种焊缝熔深专用测量标准。提供多种测量工具,支持测量不同熔深类型。熔深测量、A尺寸测量、焊核双垂线测量等等。专用的焊接辅助工具,支持直线模拟和弧线模拟,使熔深测量更准确更方便。
●批量化图像获取与归档:批量拍照、批量标注、批量保存、批量合并等多图批处理功能,批量样品检验过程更加方便高效;
●图像处理与矫正:图像增强、反差调整、色彩分离、多通道色彩合成、图像矫正、划痕污迹处理;
●定倍与视场功能:实时定倍预览观察、屏幕定倍显示、定倍照片打印、定倍文件保存、定倍插入报告、定倍插入Word/Excel等;矩形区域、圆形区域、椭圆区域、任意形状区域等多种模式视场裁剪工具;
●支持实时动态测量;支持OneToOne/AllInOne模式多图像测量;提供丰富的高级影像测量工具;数据统计功能:最大值、最小值、平均值、极差、方差、标准差、离散系数等,同时处理多个管制项目;测量数据、影像合成输出到Excel报告;
●采用智能化选择性数据输出技术,支持All in One模式输出。一批测量结果以及焊缝图像输出到同一个报告中。实现“待测工件→测量参数→专用报告→品管统计”数据流自动化,实现丰富多样的报告样式。